
- Товары и услуги
- Сварочные электроды
- Проволока сварочная
- Прутки присадочные нержавейка, алюминий, черный металл
- Круги абразивные, отрезные, зачистные, лепестковые: MAX / CUTOP / EASY CUT
- Сварочное оборудование Miller Electric от дистрибьютора
- Сварочное оборудование TELWIN Италия от дистрибьютора
- Сварочное оборудование HUGONG MIG/TIG/MMA от первого поставщика
- Сварочное оборудование JASIC от первого поставщика
- Сварочное оборудование ESAB
- Пуско-зарядные устройства TELWIN от дистрибьютора
- Травильные пасты и жидкости
- Средства защиты сварщика
- Сварочные принадлежности, аксессуары
- Сварочные горелки mig/mag и комплектующие
- Приварной крепеж и оборудование HBS, Германия
- Технические щетки
- Газосварочное оборудование и материалы
- Сварочно-сборочные столы
- Новости
- О нас
- Сертификаты и лицензии
- Отзывы
- Доставка и оплата
ООО "БАЛТСВАРКА ГРУПП"
Минск, ул.Инженерная,1Б, каб 208
Дата регистрации в Торговом реестре/Реестре бытовых услуг: 26.01.2016
Номер в Торговом реестре/Реестре бытовых услуг: 302782, Республика Беларусь
УНП: 191310955
Регистрационный орган: Минский Горисполком
Дата регистрации компании: 11.02.2013
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Ссылка на свидетельство/лицензию
Режим работы:
| День | Время работы |
|---|---|
| Понедельник | 08:30-17:00 |
| Вторник | 08:30-17:00 |
| Среда | 08:30-17:00 |
| Четверг | 08:30-17:00 |
| Пятница | 08:30-17:00 |
| Суббота | Выходной |
| Воскресенье | Выходной |





Электроды по нержавейке Cromarod 316LP 2,5x300, ELGA, Швеция
112 руб./кг
Показать оптовые цены- В наличии
- Оптом и в розницу
- Код: цена без НДС
- +375 (29) 377-66-06велком
- +375 (29) 307-66-06велком
- +375 (17) 380-14-74тел
- +375 (17) 399-63-86тел/факс
|
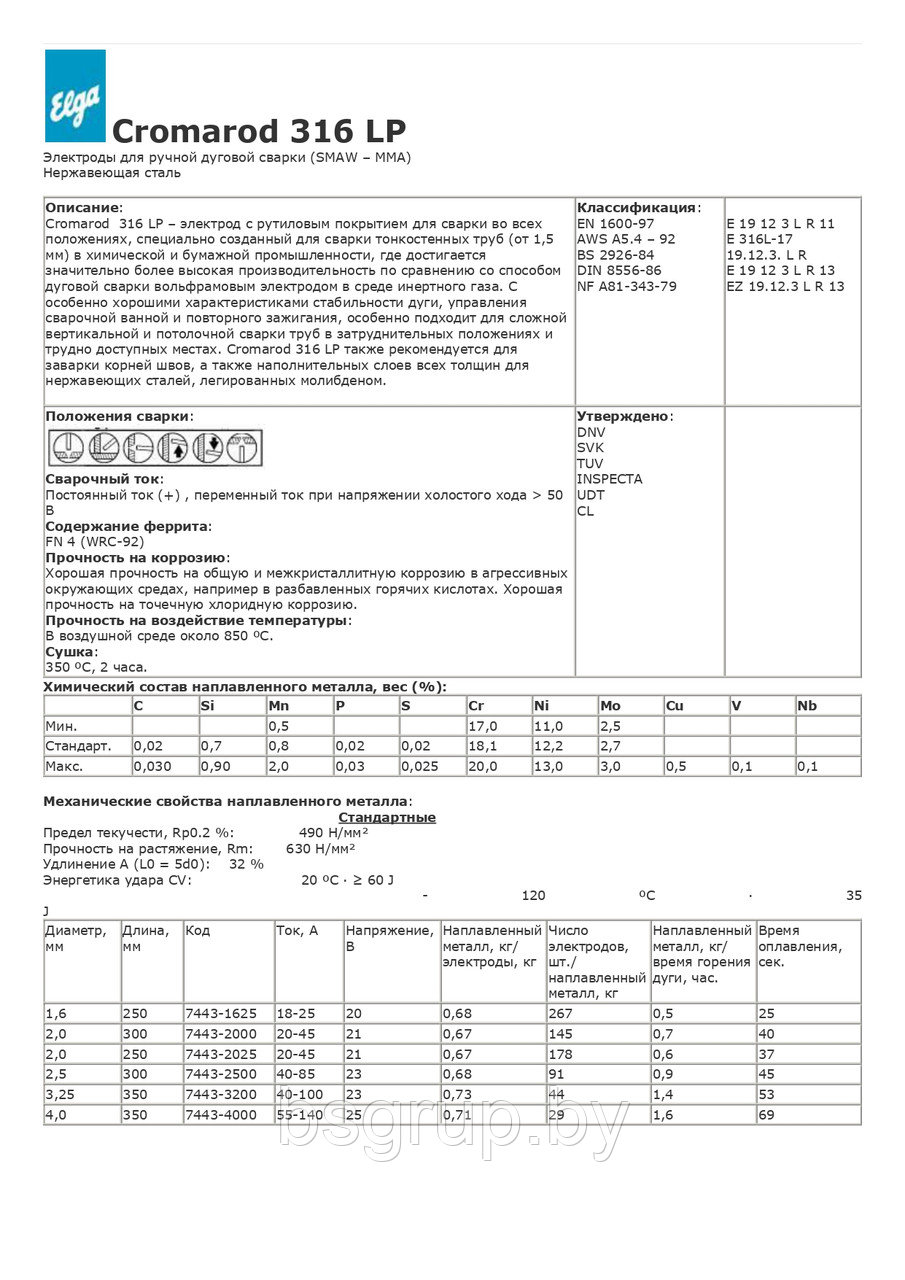
Описание: Cromarod 316 LР – электрод с рутиловым покрытием для сварки во всех пространственных положениях в том числе сверху вниз, специально созданный для сварки тонкостенных труб (от 1,5 мм) в химической и бумажной промышленности, где достигается значительно более высокая производительность по сравнению со способом дуговой сварки вольфрамовым электродом в среде инертного газа. С особенно хорошими характеристиками стабильности дуги, управления сварочной ванной и повторного зажигания, особенно подходит для сложной вертикальной и потолочной сварки неповорачиваемых труб в затруднительных положениях и трудно доступных местах. Cromarod 316 LP также рекомендуется для сварки корневых и всех наполнительных слоев в производстве с нержавеющих сталей, легированных молибденом, всех толщин. Положения сварки: Во всех пространственных положениях, в том числе сверху вниз. Сварочный ток: Постоянный ток (+/-), переменный ток при напряжении холостого хода > 39 В Содержание феррита: FN 4 (WRC-92) Сушка: 350 ºС, 2 часа. |
Классификация: EN 1600 E 19 12 3 L R 11 AWS A5.4 E 316L-17 ISO 3581-A E 19 12 3 L R 11
Утверждено:
DNV CE TUV |
Химический состав наплавленного металла, вес (%):
|
C |
Si |
Mn |
Cr |
Ni |
Mo |
|
0,02 |
0,7 |
0,8 |
18,3 |
12,2 |
2,7 |
Механические свойства наплавленного металла:
Стандартные
Предел текучести, Re: 480 Н/мм²
Прочность на растяжение, Rm: 580 Н/мм²
Относительное удлинение А (L0 = 5d0): 32 %
Ударная вязкость CV: 20 ºС · 60 J
- 120 ºС · 35 J
|
Диаметр, мм |
Длина, мм |
Код |
Ток, А |
Напряжение, В |
Наплавленный металл, кг/ электроды, кг |
Число электродов, шт./ наплавлен-ный металл, кг |
Наплавленный металл, кг/ время горения дуги, час. |
|
1,6 |
250 |
7443-1625 |
18-35 |
20 |
0,68 |
267 |
0,5 |
|
2,0 |
300 |
7443-2000 |
20-45 |
21 |
0,67 |
145 |
0,7 |
|
2,5 |
300 |
7443-2500 |
40-85 |
23 |
0,68 |
91 |
0,9 |
|
3,25 |
350 |
7443-3200 |
40-100 |
23 |
0,73 |
44 |
1,4 |
|
4,0 |
350 |
7443-4000 |
100-160 |
25 |
0,71 |
29 |
1,6 |
Самая оптимальная сварка для стыковых соединений и также самая оптимальная сварка в горизонтальном, вертикальном и потолочном положениях
Общие рекомендации для тонкостенных труб:
Рекомендуется варить сверху вниз.
В большинстве случаев рекомендуется постоянный ток (+), но при особенно больших зазорах – постоянный ток (-).
Всегда поддерживайте очень короткую дугу опиранием электрода на кромки.
Рекомендуемый зазор – на 0,5 мм больше, чем диаметр электрода (например для электрода диаметром 2,0 мм необходим зазор 2,5 мм).
Сварка маленькими токами исключает образование подрезов и перегрева металла (электрод обеспечивает стабильное горение дуги при малых токах).
Для сварки угловых швов в нижнем положении рекомендуется использовать электроды Cromarod 316L
| Основные | |
|---|---|
| Производитель | ELGA |
| Страна производитель | Швеция |
| Гарантийный срок | 12 мес |
| Диаметр электрода | 2.5 мм |
| Длина электрода | 300 мм |
| Вес упаковки | 2.5 кг |
| Тип электрода | Металлический |
| Тип металлического электрода | Плавящиеся |
| Тип покрытого электрода по покрытию | С рутиловым покрытием |
| Тип покрытого электрода по применению | Для сварки высоколегированных сталей |
| Тип покрытого электрода по положениям сварки в пространстве | Во всех пространственных положениях |
- Цена: 112 руб./кг